
Complete sorting systems, customised to your needs
Turn waste into a valuable resource, reduce reliance on raw materials, and support more sustainable operations. Waste Initiatives delivers end-to-end sorting systems, from low-throughput picking lines to high-volume Materials Recovery Facilities (MRFs) and advanced downstream processing facilities.
Our project engineers work alongside you to develop tailored solutions that match your waste stream, throughput and recovery targets. This includes developing concepts and creating comprehensive plans, utilising AutoCAD software for dynamic 3D project models, fabrication, and assembly.
Whether you require a full turnkey system or a targeted upgrade incorporating trommel screens, magnetic separators, eddy current separators, optical sorting technology, dust extraction and suppression systems, we have the expertise and equipment to support your entire project.

Vertech Mobile Picking Stations
Vertech Mobile Picking Stations are a flexible and rapidly deployable solution for onsite material separation.
As part of our expanded sorting portfolio, Waste Initiatives now offers four dedicated Vertech Mobile Picking Stations designed to suit varying site conditions, throughput requirements and mobility needs. These units integrate seamlessly into new builds or plant upgrades, providing efficient manual recovery across various waste streams.
Working closely with the manufacturer, we play an active role in the specification and build of each Vertech picking station, ensuring every unit is engineered and built to withstand Australia’s demanding operating conditions and site environments.
The VER122C provides a highly efficient mobile picking platform ideal for fixed-site operations requiring flexibility without full track mobility. The VER122C+ builds on this platform with enhanced configuration options and increased operational capability for higher recovery demands.
For larger-scale projects, the VER122M delivers extended working length and greater throughput capacity, making it well-suited to high-volume facilities and integrated processing lines.
Completing the range, the VER122T tracked picking station offers true on-site mobility, allowing operators to relocate easily across uneven terrain, demolition sites or temporary waste hubs without additional transport equipment.
Together, these four models provide scalable solutions, from mobile transfer stations and C&D sites through to permanent MRF installations, giving operators the flexibility to match the right picking station to their material stream and operational goals.

The VER122C is a compact mobile picking station designed for flexible, on-site material separation. Ideal for smaller footprint operations and regional facilities, it delivers efficient multi-material recovery with fast setup and easy transport between sites.

The VER122C+ builds on the VER122C platform with an extended chassis, providing increased working length and greater operational flexibility. It maintains the same working height and transport practicality while offering improved material handling capacity.

The VER122M is a high-capacity mobile picking station engineered for larger waste volumes and demanding processing environments. It delivers a large sorting platform for high-volume C&D, C&I and MSW facilities requiring maximum recovery performance and expanded sorting capability.

The Vertech VER123M Mobile Picking Station is a high-capacity onsite sorting solution designed to recover up to six material streams in a single pass. Featuring 3 bays and 6 picking stations it provides flexibility, improved material quality and increased recovery performance across C&D, C&I, organic and municipal waste streams.

The VER122T is a high-performance, fully mobile sorting solution designed for efficient onsite separation of mixed waste streams. Featuring tracked mobility, integrated air separation, ferrous recovery and a safe picking cabin, it enables operators to recover up to seven materials per pass across multiple applications and sites.
Why choose Waste Initiatives?
Waste Initiatives combines engineering expertise and local project delivery to provide sorting solutions that perform in real-world Australian conditions. From concept design and equipment selection through to installation, commissioning and after-sales support, we deliver practical systems built for reliability, safety and long-term return on investment.
With access to advanced separation technologies, including our own Vertech Mobile Picking Stations solutions and integrated downstream processing equipment, we ensure every project is tailored to maximise recovery rates, reduce landfill volumes and improve operational efficiency.
Prioritising efficiency and sustainability, we extract aggregates and separate recyclable materials with precision using our state-of-the-art product range.
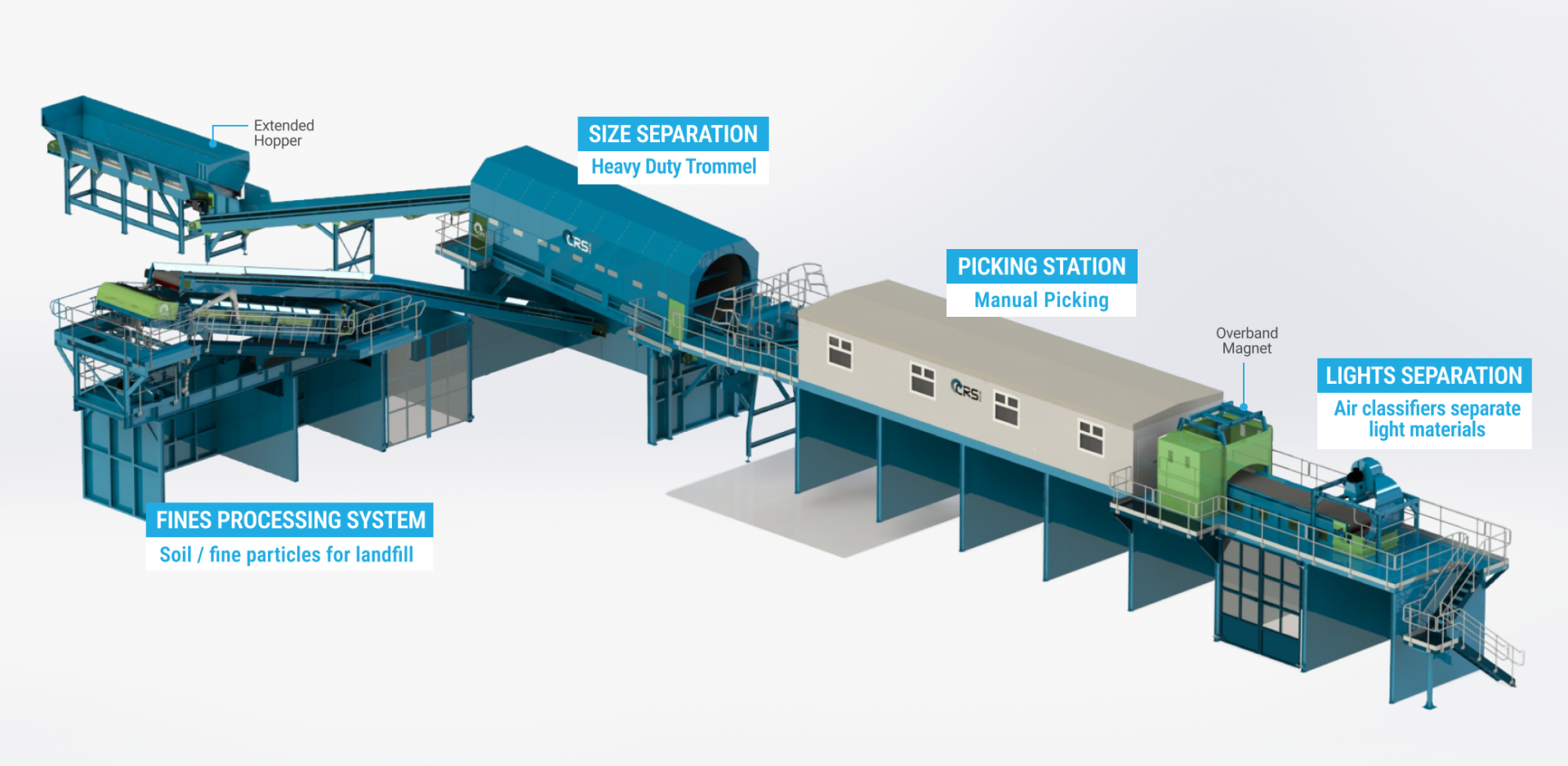
From heavy-duty trommels through to fines recovery systems, we provide the tools necessary for effective waste processing in any setting. Whether you need a turnkey system or are seeking to upgrade your existing plant, Waste Initiatives is your trusted partner.
Our expertise spans trommel screens, picking stations, magnet separators, air separation technology, and more, guaranteeing customised solutions tailored to your specific requirements.
With a dedicated team of experts in waste management, consultation, and installation, Waste Initiatives is committed to delivering excellence from design to maintenance. Benefit from on-site operating training post-installation and ongoing support as we work together to optimise your sorting project.
Choose Waste Initiatives for unparalleled quality, expertise, and sustainability in waste management. Contact us today to discuss your sorting project needs and experience our installation capabilities firsthand.

Boost recycling and repurposing rates with automated sorting
Our streamlined sorting systems automatically separate waste items into predetermined groups.
A wide range of machinery can be utilised, including trommel screens, static and mobile picking stations, eddy current separators (ECS), magnet separators, optical sorters, OCC screens, glass breaking/fine screens, air separators/knives for dust extraction.
Automated equipment features integral feeders and computer interfaces connected to the sorter’s control network, all made with durable, corrosion-resistant materials for safety and sanitation.
Unlock the advantages of efficient waste sorting
Precise separation
Reliable waste segregation is critical when selling or recycling waste material. That’s because a bale tends to be worth more when it contains one clean material type rather than a mix of contaminants. Efficient waste sorting separates materials earlier in the process, reducing contamination and helping each material retain its value.
Lower disposal costs
Sorting recyclable and recoverable materials reduces the volume of landfill waste. For sites with high waste volumes, this can mean fewer pickups, lower disposal charges and more available storage space. This equipment also gives your team a safe, organised and efficient way to manage waste at the source.
New revenue streams
From paper to metal, properly prepared recoverable materials can become sought-after commodities. Sorting systems make it easier to meet recycler and processor requirements by separating waste into clean, consistent streams. Instead of sending mixed waste to a landfill, you can recover secondary raw materials with resale value.
Reduced environmental impact
Waste sorting keeps reusable materials in circulation and out of landfill. By separating materials earlier, you can improve waste recycling rates, reduce contamination, and give recovered resources a stronger chance of being processed into new products. It also helps meet sustainability targets, demonstrating your commitment to responsible waste management.
Frequently asked questions
Waste sorting is the process of separating the refuse generated by your operations into distinct material streams. This helps ensure each piece of waste reaches the right place for recycling, reuse, processing or disposal.
In turn, businesses can create cleaner waste streams, lower disposal costs, reduce their environmental impact, access new revenue streams, and contribute to a circular economy.
Waste sorting systems benefit industries that produce, handle or process large volumes of recyclable material. Common examples include:
- Distribution centres: Separate cardboard, plastic wrap, pallets and packaging waste so recyclable materials can be baled, stored neatly and removed with fewer general waste collections.
- Warehouses: Sort packaging, product returns, damaged stock and handling waste to reduce clutter, improve site safety and recover materials that would otherwise go into mixed waste streams.
- Recycling facilities: Separate mixed waste into usable material streams, such as paper, cardboard, plastics, metals and glass, before baling, shredding or further processing.
- Manufacturers: Recover offcuts, scrap material, reject products and packaging waste from production lines so they can be reused, recycled or sold as secondary raw materials.
- Paper and cardboard processors: Sort and bale clean paper and cardboard waste by grade, helping maintain material quality for recycling into new paper products, packaging or lower-grade board.
- Construction and demolition operators: Sort timber, concrete, bricks, metals, plasterboard, plastics and other site waste to reduce landfill volumes and recover materials for reuse or recycling.
Waste sorting equipment can handle a wide range of industrial and commercial waste streams, including Construction and Demolition waste, commingled recyclables, and organic waste.
Construction and Demolition waste
C&D materials such as concrete, bricks, rubble, timber, plasterboard, soil and ferrous and non-ferrous metal. Sorting equipment helps separate heavy, mixed site waste into reusable and recyclable streams.
Commingled recyclables
Mixed recyclable items such as shredded paper, cardboard, soft plastic bags, plastic bottles, rigid plastic containers, aluminium cans, steel cans and glass bottles or jars. These materials are collected together and then sorted into separate streams for recycling.
Organic materials
Food scraps, green waste and other biodegradable waste that can be separated for composting, organics processing or resource recovery.
The choice of waste sorting equipment depends on product specifications, application features, and sorting project scale.
If you’re not sure which model is best for your operations, we’re ready to assist. For tailored advice on selections, contact our waste management specialists today.
The cost of a waste sorting system depends on the waste stream, throughput, automation level, equipment required and whether the system is fixed, mobile or fully customised.
At Waste Initiatives, we can provide you with a detailed quote based on your requirements.
Note that commercial hire purchase is available for all waste sorting equipment. Enquire now to find out more.
Trusted by clients across Australia
Make An Enquiry
Thanks to over 40 years of experience in the design and supply of high-quality waste sorting equipment, we can offer the latest waste technology available in the world today.
With hundreds of customers in all states and territories of Australia, you’re in good company. We’re worth a call.