Every tonne of mixed scrap entering Australian recycling facilities contains value. The question is how much of that value operators are actually recovering. Ferrous and non-ferrous metals hold their value, foundries and mills provide a consistent commercial outlet, and the fundamentals of the business (collect, process, separate, sell) have remained largely unchanged for decades.
What has changed is the composition of the scrap arriving at processing sites. Commercial recyclers, scrap metal processors and resource recovery operators are increasingly handling material that is denser, more contaminated and more mechanically complex than the clean structural steel and baled aluminium that built the industry. That shift has direct commercial consequences: facilities running older or single-stage processing lines are recovering less metal, producing lower-purity commodities and ultimately generating less revenue from every tonne processed.
The Changing Composition of Australia’s Scrap Streams
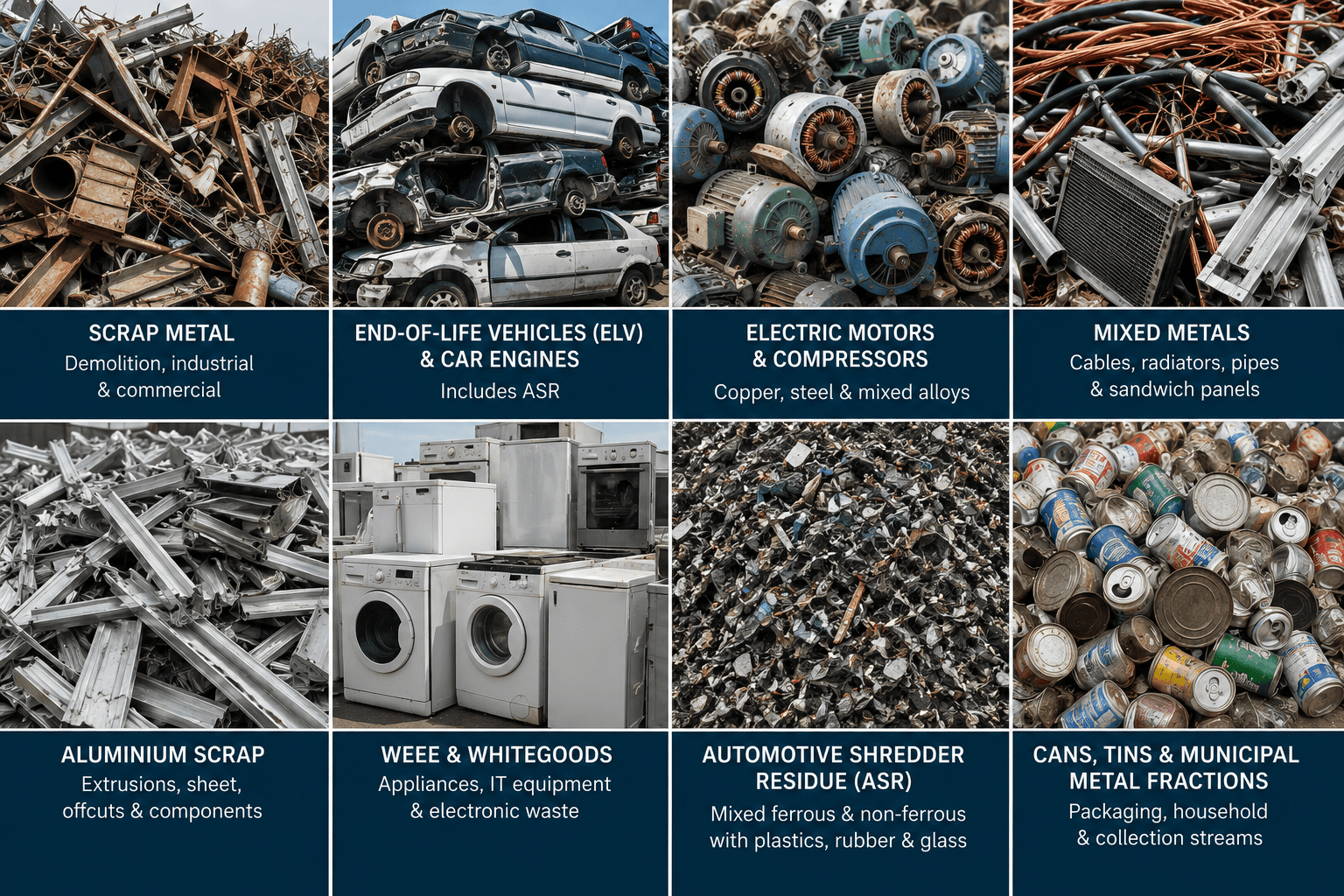
A modern scrap yard or metal recovery facility rarely deals with a single, homogeneous material anymore. The feedstock mix now typically spans several categories, each with its own processing demands:
- Scrap metal from demolition, decommissioned plant and general industrial and commercial sources, still the core of the business, but increasingly mixed with contaminants that reduce output quality if not properly separated.
- End-of-life vehicles (ELV) and car engines, along with automotive shredder residue (ASR), a dense combination of ferrous and non-ferrous metal locked within wear-causing aggregates such as glass, rubber and plastic.
- Electric motors and compressors, where copper windings, steel casings and mixed alloys need to be separated cleanly to be commercially viable.
- Mixed metals, including armoured cables, radiators, cooling pipes and sandwich panels, which combine copper, aluminium and steel in a single unit.
- Aluminium scrap, where foundries are increasingly selective about contamination and inert material in the material they purchase.
- Waste electrical and electronic equipment (WEEE), spanning large whitegoods such as washing machines and dryers through to small household appliances and IT equipment.
- Cans, tins and mixed municipal metal fractions, generated from packaging and general household collection.
Whitegoods are a useful illustration of the broader problem. A typical end-of-life appliance is made up of roughly two-thirds metal by weight, but that metal is bound up with plastics, wiring and other components that require several stages of size reduction and separation before it can be sold as a clean commodity. Industry data suggests that while the large majority of whitegoods presented for recycling are collected, a smaller share is actually processed through to full material recovery, a gap that reflects processing capability more than collection effort. The same pattern holds across ELV, WEEE, electric motors and mixed-metal streams: the metal is there, but capturing it profitably depends on having the right sequence of shredding, separation and refining equipment in place.
Metals overall still achieve a resource recovery rate of around 89.9% nationally, the best-performing material category in the country’s waste stream (DCCEEW, Resource Recovery and Waste Material Analysis). That headline figure is encouraging, but it is heavily weighted by clean, easily processed scrap. The harder, more mixed streams described above are where recovery rates and commodity value drop off fastest, and where investment in processing technology has the greatest commercial impact.
The Commercial Case for Investing in Better Recovery Technology
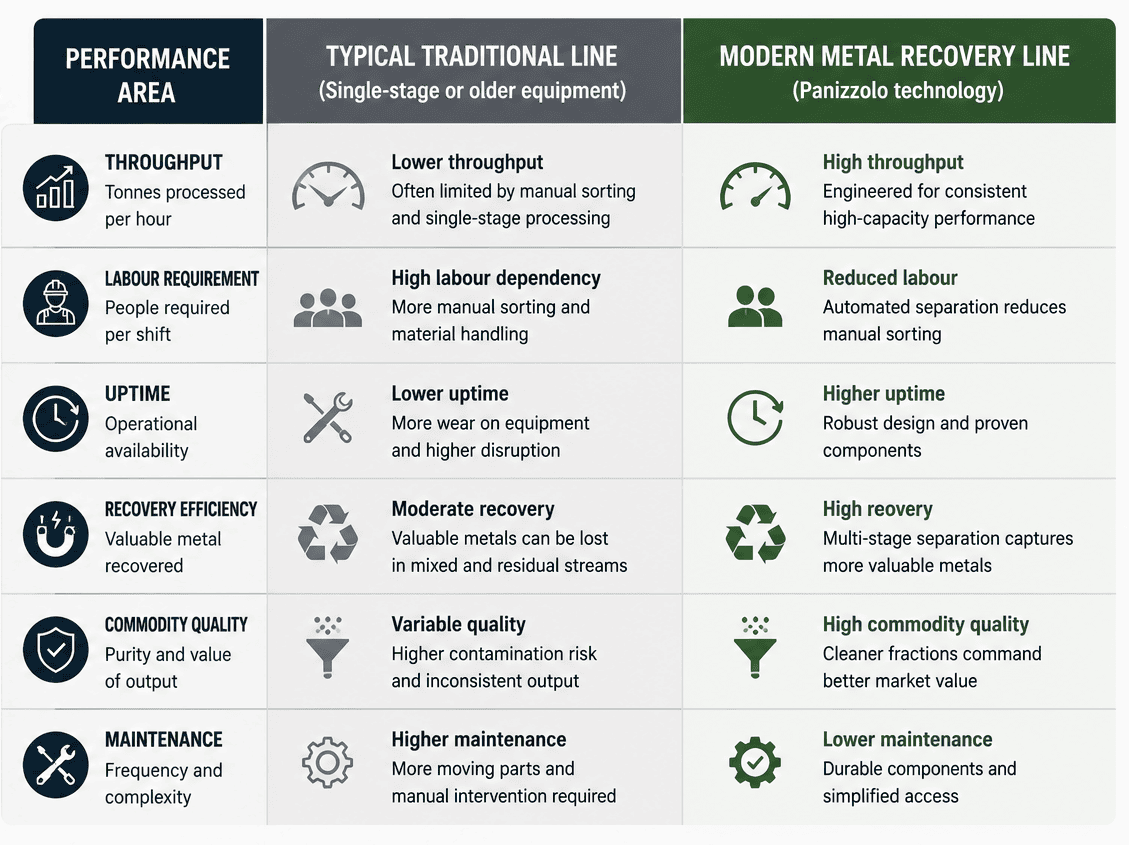
For scrap processors and resource recovery operators, the decision to invest in metal recovery equipment is ultimately a commercial one, not a compliance exercise. The returns show up in several places at once:
- Higher commodity values, driven by cleaner, better-sorted ferrous and non-ferrous fractions that meet foundry specifications without penalty.
- Increased recovery yields, as multi-stage separation captures metal that single-pass processing leaves behind in reject or landfill streams.
- Reduced contamination, lowering the risk of load rejection and improving the consistency of output sold to mills and foundries.
- Less reliance on manual sorting, reducing labour costs and exposure to the safety risks associated with hand-sorting mixed or hazardous scrap.
- Lower landfill costs, as more material is diverted into saleable output rather than residual waste. State landfill levies have continued to rise in most jurisdictions, particularly in New South Wales and Victoria (Bundle Waste, 2026), which strengthens the financial case for maximising recovery rather than accepting higher disposal volumes.
- Improved operating efficiency, with automated separation reducing bottlenecks and allowing throughput to scale without a proportional increase in labour.
Taken together, these outcomes typically translate into a stronger return on investment than the equipment cost alone would suggest, particularly for operators processing higher volumes of mixed or contaminated scrap. This is also a market that continues to grow: Australia’s metal recycling sector is forecast to expand steadily over the coming years (IMARC Group, 2026), which makes processing capability an increasingly important point of competitive difference between operators.
What Does a Modern Metal Recovery Facility Look Like?
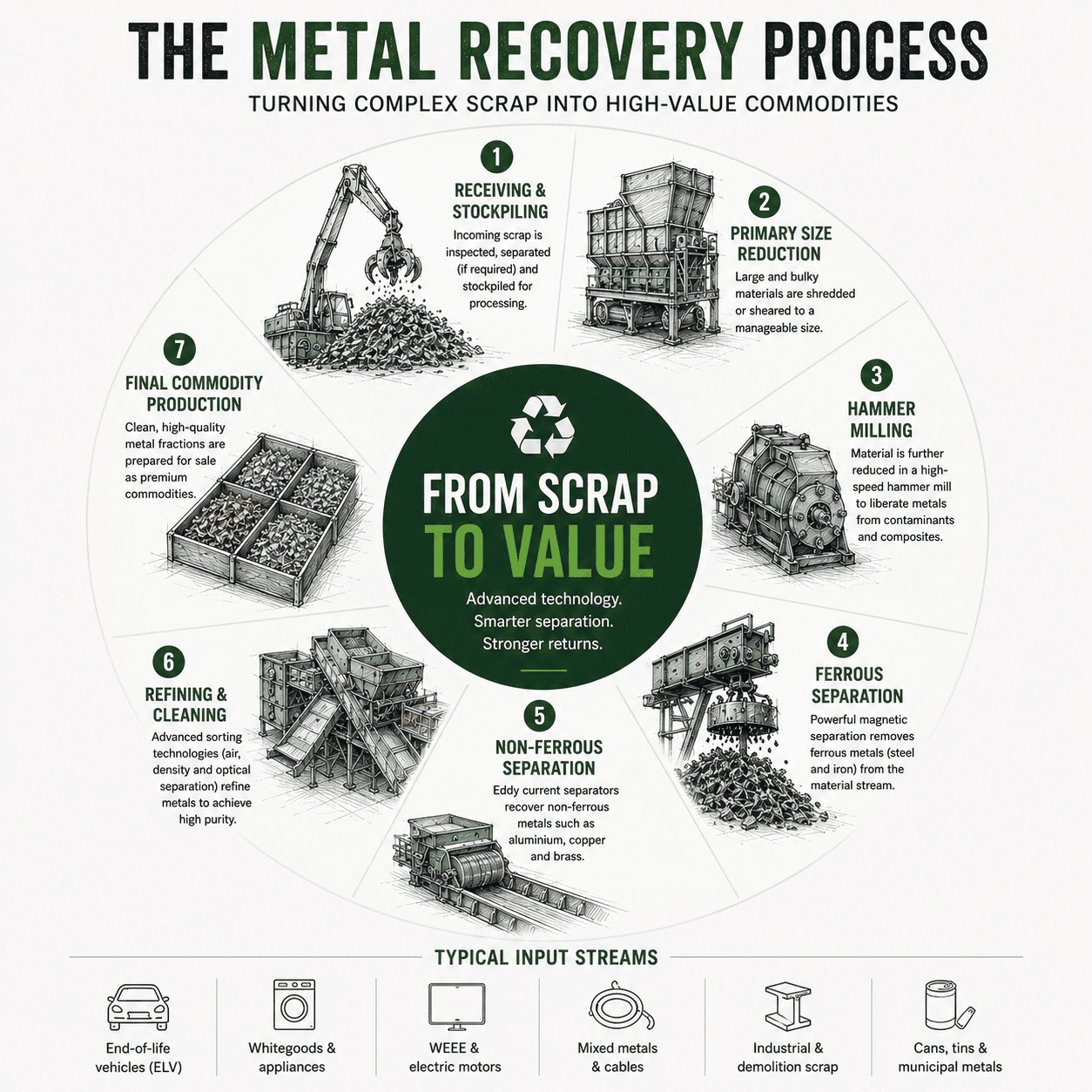
Before looking at specific equipment, it is worth outlining how a well-designed metal recovery line is typically structured. Most facilities follow a broadly similar sequence, regardless of the manufacturer supplying the equipment:
- Receiving and stockpiling: incoming scrap is weighed, inspected and stockpiled by category ahead of processing.
- Primary size reduction: pre-shredders or openers break down bulky material into a manageable, more uniform feed size.
- Hammer milling: the core shredding stage, reducing scrap to a consistent particle size and liberating metal from surrounding materials such as plastics, rubber and glass.
- Ferrous separation: magnetic drums and overband magnets extract ferrous metal from the shredded stream.
- Non-ferrous separation: eddy current separators, densimetric tables, zig-zag air classifiers and, in more advanced lines, optical or X-ray sorters isolate aluminium, copper, brass and other non-ferrous metals.
- Refining: for the most contaminated or wear-intensive fractions, dedicated refining mills recover the finer metal content still present in residual material, producing a granulated output.
- Final commodity production: separated metals are graded and prepared as secondary raw materials ready for direct sale to foundries and mills.
The number and configuration of these stages varies depending on the scrap being processed and the purity required, but this general sequence underpins most commercial-scale metal recovery operations. It also explains why processing capability, rather than collection volume alone, is usually the limiting factor on how much value an operator can extract from a given tonne of scrap.
Panizzolo Recycling Systems: Engineered Metal Recovery Technology

Waste Initiatives is the Australian and New Zealand agent for Panizzolo Recycling Systems, an Italian manufacturer of metal recovery equipment with direct experience in scrap processing dating back to 1946. That history is reflected in the design philosophy behind the equipment: Panizzolo’s plants are built around purely mechanical, End-of-Waste processing cycles, producing metal output that can be classified as secondary raw material without secondary chemical treatment.
Panizzolo has never been a general machinery manufacturer. The company started life in 1946 as a scrap and waste trading business and moved into building its own hammer mills in the 1980s because the equipment available at the time was not capable of processing the material Panizzolo itself needed to recover. That origin still shapes the product range today: every machine has been developed specifically around metal liberation and refinement, rather than adapted from general demolition or aggregate-shredding equipment built for a broader market.
Their range covers the categories discussed earlier in this article: dedicated solution lines exist for scrap metal, ELV and car engines, WEEE (including both large whitegoods and small electronics), electric motors and compressors, mixed metals, aluminium, and cans and municipal metal fractions. Whitegoods and household WEEE are one part of that range rather than its focus: the same underlying hammer mill and separation technology applies equally to a demolition scrap yard or an ELV processor.
Throughput, Labour and Uptime in Practice
For operators evaluating new equipment, the commercial questions tend to come down to three things: how much material the line can process, how many people it takes to run, and how much of the time it is actually working rather than stopped for maintenance.
On throughput, individual Panizzolo hammer mills are rated up to 25 tonnes per hour (Mega 725) or up to 35 tonnes per hour (Mega 735), depending on the scrap type and grid configuration in use. Refining lines handling the finest, most contaminated fractions (such as ASR fines or WEEE fluff) operate at a lower but more specialised rate, from roughly 1.5 to 3 tonnes per hour, reflecting the additional separation stages needed to reach commodity-grade purity. At a system level, a complete engineered line combining pre-shredding, hammer milling, magnetic and eddy current separation and refining can be configured as a 20 tonne-per-hour or 35 tonne-per-hour solution, depending on the feedstock and site requirements.
Labour requirements scale with the degree of automation built into the line. Manual sorting checkpoints (typically isolating light inerts or confirming non-magnetic fractions) remain part of most configurations, but the surrounding stages, including magnetic separation, eddy current separation, sieving and metal sensing, run automatically. That automation is the main lever for reducing operators per tonne processed, rather than removing manual involvement from the line altogether.
Uptime is addressed primarily through maintenance design rather than a published uptime percentage. The hammer mill’s interchangeable cradle can be swapped in under 20 minutes without tools, allowing a changeover between scrap types or output sizes without an extended shutdown. Pre-shredders in the Kraken range use quick shaft release systems and enclosed bearing supports to keep dirt and contamination away from mechanical components, which reduces how often and how long the line needs to stop for maintenance. None of this removes the need for scheduled maintenance, but it concentrates downtime into shorter, more predictable windows rather than open-ended repairs.
These figures are equipment-level rather than site-level: actual throughput, labour and uptime on any given installation depend on scrap composition, screen and grid configuration, and how the line is operated day to day. They are a starting point for the kind of site-specific assessments the Waste Initiatives Projects team are known for when consulting with clients.
Choosing the Right Upgrade Path
Not every operator needs a new plant. The right starting point depends on where recovery is actually being lost on site, and that varies considerably between businesses:
- A new or upgraded hammer mill suits operators whose existing shredding stage is the bottleneck: struggling with heavier or more variable scrap, producing inconsistent particle size, or losing production time to frequent mechanical downtime.
- Additional separation, such as eddy current or magnetic equipment, suits operators whose shredding is adequate but whose non-ferrous or ferrous fractions are coming out mixed, contaminated or below the purity foundries and mills are prepared to pay full value for.
- A dedicated refining line suits operators generating high volumes of the more difficult fractions (ASR, WEEE fluff, contaminated cables and similar mixed aggregates) where the finer metal content is currently being lost to landfill or sold at a discount rather than recovered as commodity-grade granulate.
- A complete, integrated facility suits operators establishing a new site, or replacing an existing line that is limited across multiple stages rather than one specific bottleneck.
Waste Initiatives works with recyclers, resource recovery operators and industrial scrap processors to review suitability and supply Panizzolo equipment at whatever scale matches this assessment: a standalone machine, a modular addition to an existing line, or a full turnkey facility. Identifying which of these applies is usually a more useful starting point than specifying equipment first.
Talk to Waste Initiatives About Your Metal Recovery Operation
Whether you’re upgrading ageing equipment, expanding an existing scrap processing facility or developing a new metal recovery operation, Waste Initiatives can help evaluate your material, throughput and recovery objectives before recommending the most effective metal recovery equipment and process for your operation.
Frequently Asked Questions
What is metal recovery?
Metal recovery is the process of extracting valuable ferrous and non-ferrous metals from mixed waste streams using shredding, separation and refining technologies.
What materials can be processed through a metal recovery facility?
Typical materials include scrap metal, end-of-life vehicles (ELVs), WEEE, electric motors, aluminium, mixed metals, automotive shredder residue (ASR), cables and municipal metal fractions.
How does a hammer mill improve metal recovery?
Hammer mills liberate metals from surrounding materials, creating a consistent particle size that improves the efficiency of downstream magnetic, eddy current and refining systems.
Can I upgrade an existing metal recycling facility?
Yes. Many facilities improve recovery by adding individual machines such as hammer mills, eddy current separators or refining systems rather than replacing the entire processing line.
Does Waste Initiatives supply complete metal recovery facilities?
Yes. Waste Initiatives supplies both standalone Panizzolo machines and complete engineered metal recovery facilities tailored to individual site requirements.
Latest news

How to Select the Right Waste Equipment for Your Operation: A Buyer’s Guide

Roll Packer vs Auger Compactor: Which Is Better For Wood Waste?
